
Частный случай из квалификации емкостного оборудования – пример обоснования выбора рабочего метода для определения эффективного перемешиваемого объема
Поскольку данный обзор адресуется к вполне конкретному тестированию, то следует снабдить его предваряющим комментарием. Как уже следует из заглавия, дело мы имеем с ёмкостным оборудованием, точнее с его квалификацией на предмет соответствия требованиям GMP. В специальной литературе описано подробно то, какие испытания надлежит провести и какие результаты при этом получить. Суть любого испытания – доказать соответствие установленным критериям приемлемости и документально показать, что заявленные характеристики данного оборудования соответствуют действительным.
Из общих ВУЗовских курсов для химико-технологических и/или биотехнологических направлений известно, что типовое ёмкостное оборудование условно принято классифицировать по способу ввода энергии на перемешивание. Эта классификация является доминирующей в настоящее время и подразумевает она деление емкостного оборудования (ферментеры, реакторы приготовления и пр.) на три основных типа:
- механический тип (ввод энергии на перемешивание посредством мешалок разной конструкции);
- барботажнный тип (ввод энергии в виде сжатого газа (чаще всего воздуха) через специальные форсунки);
- смешанный тип.
Детализировать представленные типы здесь мы не будем, т.к. это предмет, как минимум, отдельной лекции. Укажем только на то, что данный обзор касается емкостного оборудования первого типа, с механическим вводом энергии на перемешивание. Более того, рассматривается частный случай, когда применяется магнитная донная высокоскоростная мешалка, чье использование может сопровождаться возникновением воронки по мере увеличения скорости е вращения.
Особенностью рассматриваемой единицы является то, что используемый тип мешалки не требует дополнительных смазочных материалов по основанию вала, трущиеся поверхности мешалки выполнены из специального вещества, которое не допускает её эксплуатацию «в сухую», т.е. без продукта, поскольку сам продукт и выполняет функцию смазки. Такое решение является вполне обоснованным для асептического производства, где стараются всячески избежать внешней и перекрестной контаминации на каждом из этапов приготовления и на этом основании выдвигаются особые требования как к используемым материалам оборудования, так и к его конструктивным особенностям.
Исходя из всего вышеописанного, нам надлежит, в частности, установить эффективный перемешиваемый объём такой ёмкости с одновременным определением соответствующей ему максимальной скорости вращений мешалки. Очевидно, что эти параметры (объём и скорость вращения мешалки) являются взаимосвязанными, т.к. мешалка не должна оголяться. Из этого вытекает то, что должно быть определено рабочее поле, каждой точкой которого будет являться точка с определённым значением скорости вращения мешалки и соответствующего ей рабочего объёма жидкости.
Целью данного тестирования является определение рабочего объёма жидкости в реакторе в зависимости от числа оборотов мешалки с учётом образования воронки. Необходимым условием является наличие слоя жидкости (10-30 см) над лопастями мешалки, поскольку недопустима эксплуатация последней в отсутствии перемешиваемой среды. Очевидно, что существует зависимость величины высоты воронки L (расстояние от дна реактора до вершины конуса воронки, см. рис. 2) от числа оборотов мешалки n и общего уровня жидкости H. Семейство вероятных обобщенных характеристик процесса перемешивания представлено на рисунке 1.
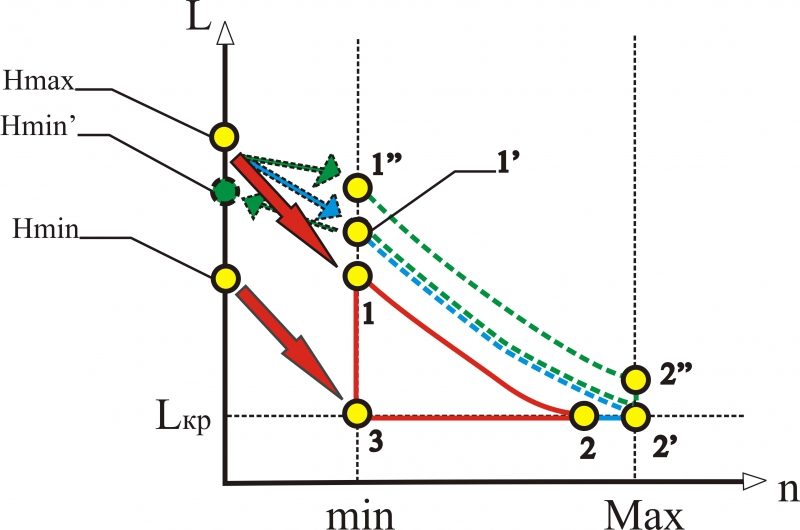
Рис.1. Набор возможных характеристик процесса: зависимость высоты образования воронки от числа оборотов мешалки.
n – число оборотов мешалки, об/мин;
min – минимальное паспортное значение числа оборотов мешалки, об/мин;
Max – максимальное паспортное значение числа оборотов мешалки, об/мин;
L – высота воронки, см;
Lкр – критическое значение высоты воронки, см;
Hmin – минимальное значение высоты жидкости в реакторе, см;
Hmin’– минимальное значение высоты жидкости в реакторе при максимальном числе оборотов мешалки (при реализации случая 3 – см. ниже), см;
Hmax – максимальное значение высоты жидкости в реакторе, см;
Для определения эффективного перемешиваемого объема предлагается первично заполнить тестируемую ёмкость максимальным количеством воды (вода выступает в качестве модельного агента), затем включить мешалку с минимальной скоростью вращения, постепенно повышая число её оборотов с одновременным отслеживанием величины образующейся воронки. По достижению критерия приемлемости (здесь возможны варианты – см. ниже), предлагается снизить скорость вращения мешалки до минимальной и, постепенно, опустошая ёмкость, определить минимальный перемешиваемый объём, который помимо величины воронки будет определяться дополнительно точкой расположения датчика температуры и, если применимо, наличием и местом расположения пробоотборного клапана.
Для удобства восприятия процесс тестирования проиллюстрирован на графике (рис. 1), проследим его ход. При максимальном заполнении реактора и n = 0, L = Hmax. При включении мешалки L принимает своё максимальное значение в точке 1 (1’, 1’’), которое не является критичным и, следовательно, не подлежит определению (если ёмкость спроектирована правильно, конкретно говоря, выбранный тип магнитной донной мешалки соответствует габаритам и конструкции ёмкости). По мере увеличения числа оборотов мешалки уменьшается величина L, стремясь к своему критическому значению. Тут возможны три случая:
- L достигает значения Lкр. при n < Max (процесс 1-2 на рис.1);
- L достигает значения Lкр. при n = Max (процесс 1’-2’ на рис.1);
- L достигает значения Lкр. при n > Max (процесс 1’’-2’’ на рис. 1).
В первом случае необходимо определить максимальное допустимое рабочее число оборотов мешалки (которое будет меньше паспортного, точка 2). Во втором случае максимальное рабочее число оборотов мешалки совпадает с максимальным паспортным значением (точка 2’). В третьем случае при достижении максимального паспортного числа оборотов мешалки (точка 2’’) L не достигает своего критического значения. Тогда следует, оставляя скорость вращения мешалки на максимальном значении, начать постепенное опустошение ёмкости и определить минимальный объём при работе мешалки на максимальных оборотах Hmin’ (по сути, придём в точку 2’).
Второй и последней критической точкой во всех трёх случаях будет точка 3, которая даст нам значение минимального перемешиваемого объёма при минимальных оборотах мешалки.
Анализируя процесс перемешивания в целом, определяем критические точки, которые ограничат нам рабочую область в соответствии с заданными условиями эксплуатации оборудования. Вертикальные пунктирные линии на рис. 1 ограничивают паспортный диапазон скоростей мешалки (например, от 50 до 400 об/мин), горизонтальная пунктирная линия отсекает на оси ординат критическое значение высоты воронки (10 – 30 см – определение сугубо визуальное, можно изначально добавить в воду флуоресцеин и отслеживать наличие необходимого слоя воды над лопастями мешалки при помощи УФ-лампы – это как опция). Очевидно, что рабочую область можно соотнести с площадью криволинейной трапеции (треугольника), образованного характеристической линией процесса при максимальном значении уровня жидкости в реакторе и пунктирными линиями граничных условий.
Случай 1: процесс 1-2-3;
Случай 2: процесс 1’-2’-3;
Случай 3: процесс 1’’-2’’-2’-(1’)-3;
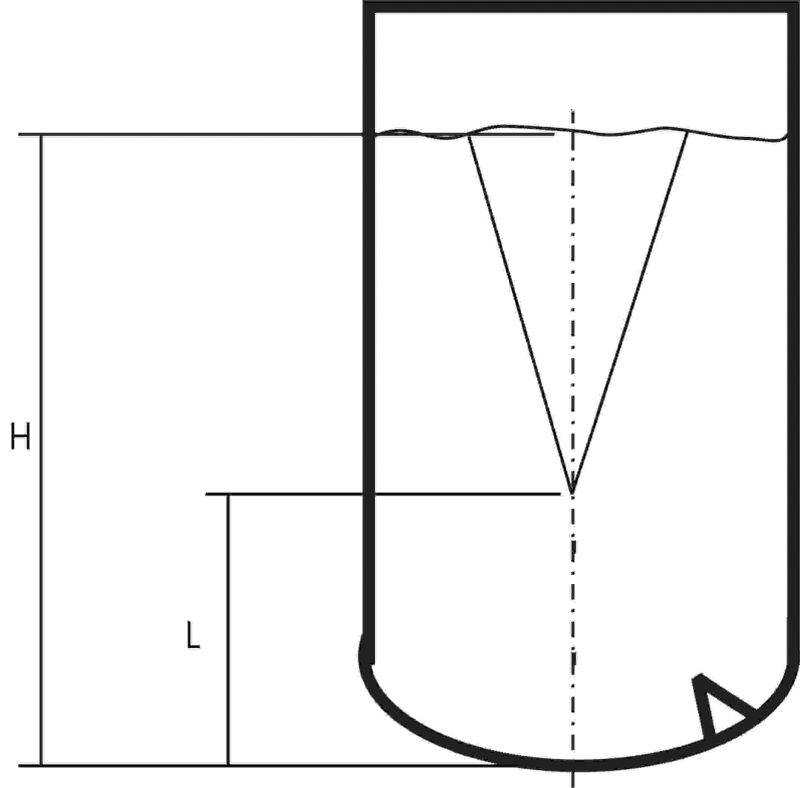
Рис.2. Графическое определение величин H и L.
Важным с точки зрения контроля процесса является определение двух критических точек: 2 (2’,2’’) и 3, которые дадут нам предельные значения числа оборотов мешалки (отсутствие таковых, минимальный перемешиваемый объём при максимальной скорости вращения мешалки) и минимальный перемешиваемый объём соответственно.
По завершении тестирования график примет окончательный вид одного из трёх вероятных вариантов (см. рис. 3). Любая из точек рабочей области будет соответствовать конкретному значению числа оборотов мешалки, величины L и H (при n = 0).
 | 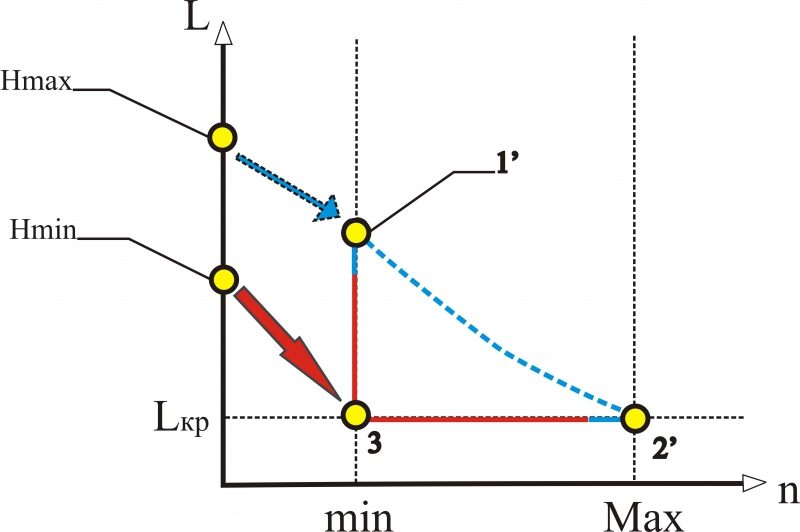 | 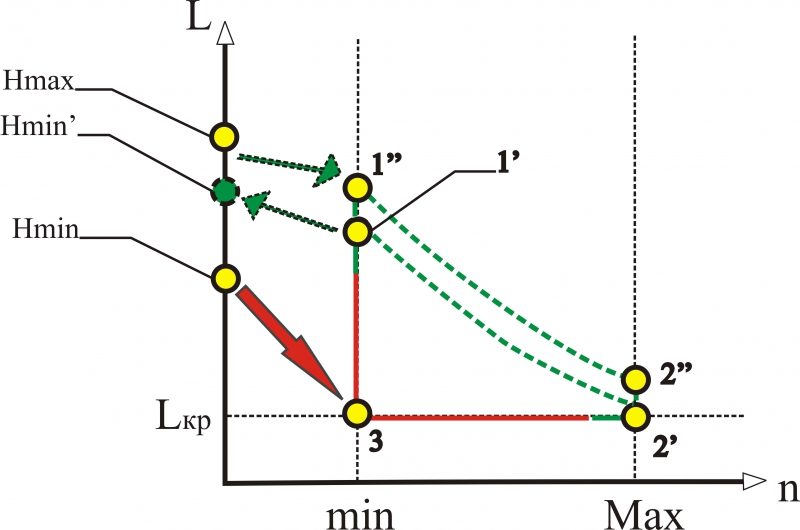 |
Рис.3. Варианты установленной рабочей области реактора в процессе перемешивания.
а) случай 1; б) случай 2); в) случай 3








Попробовали провести тест все получилось а вот теперь сижу и соображаю как бы правильней составить отчет может что то вы подскажите графики сделала а вот на таблице немного застопорилась не могу сообразить как бы правильнее ее сделать так что бы все объективно было видно и данные результаты и что получилось.
На тот момент (2005-й год) это был CorelDRAW. Т. е. графики не строились в классическом понимании, а рисовались.
С помощью какой програмы строили графики?
Могу порекомендовать из литературы ASME Bioprocessing Equipment – насколько я знаю, то уже есть его редакция 2012-го. Я ранее последовательно использовал редакции 2005, 07 и 09. Также использовал ISPE Baseline Volume 5 Comissioning and Qualification.
В принципе все остальное на мой взгляд – общеДжиЭмПишные соображения и требования – должны быть фазы DQ, IQ, OQ, PQ.
C DQ, думаю, все более менее ясно – это квалификация проекта – по сути эта работа проводится при согласовании между заказчиком и исполнителем ТЗ (URS) и возможных производных документов (FS, HDS, SDS etc.)
IQ – проверка документации, монтажа (сварочная документация, уклоны, мертвые зоны), материалы частей, контактирующих с продуктом/чистыми средами
OQ – проверка функционирования органов управления, контроль установленных параметров, проверка реакции системы на аварийные ситуации, различные тесты системы управления (в зависимости от её сложности и конфигурации – доступ по паролям, создание и отправка рецептур, сохранение трендов и т.п.) – функциональные тесты – проверка точности дозирования агентов (воды, компонентов), определение эксплуатационных характеристик – из этой серии как раз описанная мною статья – никаких книг не использовал при этом – это общеинженерные соображения были, проведение циклов нагрева охлаждения при определенных граничных случаях объема/скорости перемешивания и т.п. В довершение проверка наличия и актуальности СРМ.
PQ – по общему определению эта стадия – проверка эксплуатационных качеств, т.е. мы должны удостовериться в обеспечении возможности системой производства продукции требуемого качества. На мой взгляд в случае систем приготовления речь большей частью идет всё же о том, что должна фиксировать процессная валидация (рН, содержание АФИ – тут я не специалист), потому что с технической точки зрения мы уже обеспечили возможность приготовления растворов (нерасфасованной продукции в широком смысле) с выдерживанием заданных параметров. Если говорить о получении продукта требуемого качества, то квалификация вновь “принимает эстафету” уже после стадии наполнения, где нас интересует способность машин наполнения осуществлять то самое наполнение (пардон за тавтологию) с требуемой точностью. При этом с точки зрения квалификации не важен препарат, а важен формат, на который настроен машина. Но это мы отвлеклись.
Для систем же приготовления в PQ я обычно предлагаю проверять системы SIP и CIP, если таковые предусмотрены. SIP – распределение температур (критерием может быть как 121 С – 15 мин, так и значение F0), CIP – тест на отмывку с флуоресцином (для обнаружения потенциально неомываемых поверхностей).
Этого, как правило, должно хватить, но важно понимать, что конечный перечень тестов крепко зависит от конфигурации системы.
Какую литературу использовали для квалификации емкостного оборудования, и какие еще тесты по квалификации можно провести?
Конкретно мы используем GE Kaye, но знакомы и с Ellab. Я лично субъективно считаю Ellab лучше, причём не только в плане эксплуатационных качеств, но и в плане способа приобретения – системой Ellab на просторах СНГ занимается компания FAVEA, чьи представительства есть в Киеве, в Москве (ну и в Праге, само собой). Это значительно облегчает такие процедуры, как калибровка (равно как поставка, растаможка и т.п.). Если последнее для вас не существенно – то, повторюсь, в эксплуатационном смысле почти все системы примерно равны. Другое дело, что современные образцы (включая ПО) от GE Kaye по моей оценке выполнены несколько слабее, чем у Ellab или даже Ebro. В градациях “функциональность”, “число багов”, “общая надежность”, “аксессуары” и т.п.
Александр,
комплексной системой какой фирмы вы пользуютесь для квалификации SIP-in-place?
Вопрос не праздный – пытаюсь пробить покупку Ellab, потому надо знать чем пользуется народ: что полезно, что не очень, а что совсем не стоит своих денег?
Microb,
что вы имеете в виду конкретно? Температуру в циклах нагрева-охлаждения или в рамках проведения SIP (Sterilization-in-place – см. ISO13408-5)? Конечно стерилизация паром реакторов не только возможна, но и является общей практикой. Подтверждать температуру по классике жанра можно только с использованием независимых каналов измерения температуры – как правило используются комплексные измерительные системы для этого: GE Kaye Validator, Ellab, Ebro.
У меня вопрос: как вы подтверждали температуру в реакторе?
Возможна ли стерилизация реактора паром и если да, то как вы ее подтверждали?
С комментарием № 3 не согласен. Статья изложена на высоком идейно-художественном уровне.
А что касается наполнения, то в статье изложен только один аспект (один тест) из большого количества тестов по квалификации емкостного оборудования.
Благодарю автора за проделанную работу. Ждем новых усовершенствованных квалификаций (статей) оборудования данного направления.
P. S. Валидация и, в частности, квалификация – это процесс непрерывный.
P. P. S. Есть у валидации начало, но нет у валидации конца…
Хочу уточнить вопрос – Вы говорите только в разрезе определения эффективного перемешиваемого объёма (т.е. в рамках статьи-очерка) или о параметрах при квалификации реакторов вообще?
Если говорить о том, что далее делалось с определенными сочетаниями “минимальный объём/минимальная скорость перемешивания” и “максимальный объём/максимальная скорость перемешивания”, то проводились тестирования циклов нагрева и охлаждения для оценки способности поддерживать заданную температуру во всем технологически используемом диапазоне температур при указанных сочетаниях параметров (объем, скорость перемешивания). Оценивалось время выхода на заданный режим (температурную полку) и точность поддержания температуры. При этом могли подбираться / оптимизироваться параметры нагрева/охлаждения (ПИД-параметры, временные уставки ШИМ/ЧИМ, если применимо). Эти два теста были взаимосвязаны. На выходе выдавались рекомендации по работе с оборудованием (этап собственно приготовления).
Александр, вопрос практический: кроме определения оптимальной скорости перемешивания, какие еще параметры вы контролировали при квалификации реакторов?
Спасибо за комментарии / критику. Пока тезисно попробую ответить:
1. Благодарю за “корректирующий импульс”. Конечно, от геометрии емкости и характеристик перемешиваемой жидкости крепко зависит образование воронки. Так, при рамной/якорной мешалке или низкопосаженного спрейбола (встречал и такие варианты на практике) она практически не возникнет – тест вообще не применим в таком случае. Что касается вязкости – по-хорошему да – следует выбрать модельные агенты с наибольшей и наименьшей вязкостью – наихудший случай – наименьшая вязкость. На практике привязывались только к воде (приближение, впрочем, вполне уместное для некоторого ряда водных растворов – для 3-4 % крахмального клейстера, естественно, это не применимо).
С точки зрения ведения процесса Вы правы – важно установить эффективность перемешивания, но первым шагом является всё-таки определения объема и параметров, при которых в принципе возможна эксплуатация оборудования и можно определять эту эффективность. Здорово, если производитель оборудования задал эти параметры в тех. характеристиках, но часто этого нет или есть только номинальные величины, не связанные между собой. Пример: реактор 2 тонны, водный раствор (пусть физраствор), при половинчатой загрузке и скорости перемешивания, скажем 250 об/мин, мешалка оголяется из-за образования воронки – время её жизни при этом пару минут (утрирую) – большого смысла определять эффективность перемешивания при таком сочетании параметров нет. Другое дело, если емкость для приготовления мягких лекарственных средства – где совсем другие типы мешалок и более вязкие компоненты. Часто используются разные типы мешалок в комплексе – якорные, лопастные и турбины одновременно, могут быть кольца рециркуляции. Здесь уже не столько воронка играет роль (чаще всего вообще не образуется или не образуется для значительного числа компонентов), а просто нет смысла определять эффективность перемешивания, если, например, лопасти перемешивают воздух, а задействованы только якорная мешалка, или только турбина. Сначала всё-таки хочется ограничить рабочее поле (объемы, скорости перемешивания). За ссылку на литературу спасибо.
2. Моё упущение, видимо в том, что к теоретизированию надо было бы дать пару конкретных примеров с конкретным рабочим методом, результатами, заполненными формами протоколов и фото/схемы 🙂 Согласен, что без этого довольно абстрактно описано.
3. Собственно логическое довершение первых двух комментариев. Теорию следует дополнить рекомендациями в п. 1 – без этого просто описан частный случай. А далее реальные иллюстрации вполне способны прояснить картину. За последние лет пять у меня как раз примеров набралось и с разными растворами и разными типами мешалок / емкостей. Надо как-то сделать акцент на том, с какими параметрами можно работать и к каким результатам это приведет в терминах как раз эффективности перемешивания. Лучше, конечно, такую статью в соавторстве сделать, чтобы не вышло такое же однобокое освещение темы, как, наверное, в приведенном материале.
Некоторые комментарии к статье, пришедшие мне на почту:
Комментарий 1
Комментарий 2
Комментарий 3