Продолжение. Начало – Часть. 1. Пролог
В рамках данного обзора будет предложено порассуждать на тему «Как я провел лето Что бы я делал, окажись я на месте ответственного за метрологическое обеспечение на фармацевтическом предприятии».
Сразу же оговорюсь, что в моём представлении предприятие высокой степени зрелости выделяет среди прочих факторов стремление не обладать пятнадцатью «разрешительными бумажками», а иметь выверенный бизнес-процесс, способствующий получению качественной продукции и тем самым формирующий действительную ценность. Проще говоря, однозначным приоритетом является исправный измерительный канал, чьи точностные характеристики вписываются в заданные исходя из требований технологического процесса, стандартных операционных процедур, внешней нормативной документации и т.п.
И абсолютно неприемлемой при таких исходных данных будет ситуация, когда формально нужно будет обращаться на внешнюю среду, приедет «внешний специалист», закусит, возможно, выпьет и проставит «клейма на манометры не глядя». Ну, или сначала клейма, а потом закусит – последовательность в данном случае не принципиальна. Последний случай – гипертрофированный – но вполне встречающийся в наших широтах – метрологическое обеспечение, собственно, без метрологического обеспечения. Никогда не забуду высказывание моего коллеги, ведущего инженера по ремонту и эксплуатации оборудования ампульного цеха, который видя такого горе-метролога, проставляющего оптом клейма на манометры системы распределения чистого пара, заявил, мол, так и падают самолёты. Самое примечательное, что я вспомнил ему это высказывание при подъеме на трап самолета в аэропорту «Борисполь», когда мы летели с ним на очередной FAT – он уже воспринял эту же штуку с куда меньшим энтузиазмом. Получается, что интуитивно мы желаем лучшего метрологического обеспечения в рамках предполетной подготовки воздушного судна. Не вполне только понятно, почему при производстве лекарственных средств дела должны обстоять иначе.
Поэтому предлагаю разобраться с самого начала, каков может быть официальный и законодательно выверенный порядок действий. Для этого, конечно, нужно привязаться к нормативной базе конкретной страны. В данном случае мы с коллегой приняли решение это сделать на примере Республики Беларусь. Понятно, что для других пост-советских стран ситуация может несколько отличаться, но вряд ли драматическим образом. Потому что противостояние/противоречия по срезу «поверка vs калибровка» – это сугубо наше пост-советское наследие. Впрочем, неразрешимой проблемы лично я в этом не вижу.
В первую очередь для предприятия важно создать два документа СМК – первый – методика по организации метрологического обеспечения, где было бы указано, какие категории средств измерений какому виду метрологического контроля подлежат. Второй документ – это собственно перечень всех средств измерений предприятия. В терминологии руководства ISPE по менеджменту калибровки этот документ именуется как Calibration Master List (CML). [4]
Для первого документа – верхнеуровневой методики по организации метрологического обеспечения – магистральным ссылочным документом будет закон об обеспечении единства измерений – он в разных постсоветских странах может быть немного назван/сформулирован по разному [1][2][3], но от этого не меняются его основные постулаты. Во всех случаях соседствуют поверка и калибровка, во всех случаях указано, что входит в сферу законодательной метрологии (белорусский вариант прочтения) либо сферу государственного регулирования (российский вариант прочтения), либо сферу законодательно регулируемой метрологии (украинский вариант прочтения).
Что здесь примечательно – в соответствии со Статьей 16 [1] сфера законодательной метрологии распространяется на измерения, выполняемые при (среди прочего) проведении испытаний и осуществлении контроля за соответствием продукции и сырья требованиям законодательства Республики Беларусь. Аналогично в РФ – в соответствии с п. 3 Статьи 1 [2] сфера государственного регулирования обеспечения единства измерений распространяется на измерения, которые выполняются при (среди прочего, пп. 14) выполнении работ по оценке соответствия продукции и иных объектов обязательным требованиям в соответствии с законодательством Российской Федерации о техническом регулировании.
На этом основании средства измерения отделов контроля качества попадают в сферу законодательной метрологии/государственного регулирования – по этой причине они подлежат поверке или калибровке.
Впрочем, тут ситуация «перекрывается и с другого фланга» – в Законе о лекарственных средствах (здесь уже сосредоточимся на РБ, но при желании каждый может провести параллели в своих странах по схожему незатейливому алгоритму) в статье 10 [5] значится следующее: «Каждая серия (партия) лекарственного средства, зарегистрированного в Республике Беларусь, до поступления в реализацию, а также лекарственные средства, находящиеся в обращении, подлежат контролю качества в испытательных лабораториях, аккредитованных в системе аккредитации Республики Беларусь для испытаний лекарственных средств. Перечень испытательных лабораторий, порядок и условия проведения контроля качества лекарственных средств определяются Министерством здравоохранения Республики Беларусь». И в данном случае уже необходимость аккредитации в свою очередь через требования стандарта СТБ ИСО/МЭК 17025-2007 обязывает нас… проводить калибровки :). Тут мы вступаем на ещё один «участок тонкого льда», давнее противоречие Госстандарта/БелГИМа и БГЦА. С одной стороны БГЦА (орган, осуществляющий аккредитацию) выступает за приоритет калибровки, следуя в кильватере требований EA. Это и резонно – у европейцев отсутствует понятие «поверки». С другой стороны, у нас в сложившейся исторически «системе координат» именно поверка дает заключение о пригодности средства измерения, причем во всём заявленном диапазоне и с соблюдением точностных характеристик согласно утвержденному типу. В то время как калибровка может проводиться по точкам, которые закажет конечный пользователь и точностные характеристики будут продемонстрированы фактические, без заключения о пригодности. Более того, в части периодичности и количества точек калибровки СТБ ИСО/МЭК 17025 ответственность лежит на конечном пользователе, разве что в помощь этому самому пользователю есть ряд рекомендательных документов [7][8].
В общем, резюмируя на данный момент ситуация такова, что поверять или калибровать средства измерения для аккредитованных лабораторий отделов контроля качества нужно и при этом мы попадаем в сферу законодательной метрологии. Что же касается средств измерения в производственных подразделениях, то к сфере законодательной метрологии они в большинстве своём не относятся. Впрочем есть исключения, описанные в первой части повести (главным образом, те, что затрагивают вопросы производственной безопасности, охраны труда и т.п.).
В отношении средств измерений фармацевтических производств – тут пока только один документ «довлеет» – собственно GMP (в белорусском варианте – ТКП 030-2017 [9]). :

Очевидно, что термин «поверка» для GMP – «пришлый» (посему и встречается гораздо реже), кроме того, чаще всего это следствие некорректного перевода, например в п. 3.41 в оригинале calibrated and checked – корректный перевод – это всё же «откалиброваны и проверены» (а не поверены). Почему так? Доводилось сталкиваться с ситуациями, когда средства измерений предлагалось и калибровать, и поверять. Здесь явно отдает избыточностью.
Вместе с тем, необходимость калибровки в соответствии с GMP установлена однозначно.
Сопоставим, как определяют этот термин GMP и закон об обеспечении единства измерений:
калибровка (calibration): Совокупность операций, проводимых при заданных условиях, посредством которых устанавливается соотношение между значениями величин, полученными с помощью средства измерений (или измерительной системой), или значениями величин, представленными материальной мерой, и соответствующими известными значениями опорного эталона (стандартного образца). [9]
калибровка – составная часть метрологического контроля, включающая выполнение работ, в ходе которых устанавливаются метрологические характеристики средств измерений путем определения в заданных условиях соотношения между значением величины, полученным с помощью средства измерений, и соответствующим значением величины, воспроизводимым эталоном единицы величины. [1]
«Непримиримых» противоречий не усматриваю. Разве что добавлю официальное определение термина «поверка»:
поверка – составная часть метрологического контроля, включающая выполнение работ, в ходе которых подтверждаются метрологические характеристики средств измерений и определяется соответствие средств измерений требованиям законодательства Республики Беларусь об обеспечении единства измерений. [1]
Я конечно всё понимаю – официоз и всё-такое, вместе с тем по результатам калибровки я вполне могу самостоятельно определить – вписывается ли моё средство измерения в свои метрологические характеристики согласно собственной технической документации или нет – там, где я это не обязан делать законодательно – мне не нужна дополнительная «помощь зала» в сопоставлении требуемой и действительной характеристик. Более того, для меня, как для конечного пользователя, гораздо более важным является не «вписываемость» точностных характеристик согласно спецификации на средство измерения, сколько приемлемость этих самых фактических характеристик с точки зрения моего конкретного применения.
Есть, конечно, сценарий, при котором если калибровка или проверка правильности показаний выполняется по сомнительной, никем не утвержденной методике, то и результаты будут неизвестно какие – тут отчасти «государственный прессинг» оправдан. Но только отчасти. Поскольку есть два момента: 1) как правило при «прикидочном сопоставлении показаний» разница будет фиксироваться более существенная (хотя и не всегда); 2) вполне достаточно приобрести, скажем, температурную ванну или калибратор давления, провести обучение ответственного персонала и получать уже вполне достоверные результаты и, что самое существенное, прямо по месту и для всего измерительного канала. Для датчиков температуры или давления стерилизатора этого вполне будет достаточно. А для датчика температуры и влажности установки подготовки воздуха в принципе достаточно извлечь проверяемый датчик из воздуховода и расположить рядом поверенный термогигрометр. Минут через 5-10 можете снимать показания и сравнивать, что получили. С точки зрения метрологии такое сопоставление не вполне корректно – всё же ловим динамическую величину, с точки зрения понимания не врёт ли проверяемый канал градусов на 5 или процентов на 10 – вполне достаточно. Даже на основании этих данных можно внести с панели управления соответствующие поправки и в отношении требуемых диапазонов температуры и относительной влажности в помещениях, снабжаемых такой установкой подготовки воздуха, можно не переживать – там, как правило, диапазоны не узкие. Даже потенциальная ошибка в один градус или два процента – это гораздо лучше, чем полное отсутствие какого-либо контроля или поверка только конечного датчика-преобразователя, отличное свидетельство и… паразитно висящие коэффициенты в системе управления, о которых поверителю «не сообщили». Причем юридически будет безупречен в этом случае именно поверитель – ведь это вы поверенный прибор включили в свой измерительный канал.
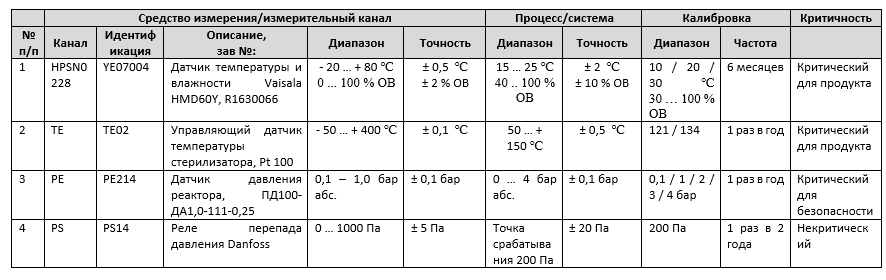
Из таблицы совершенно прозрачно, что «критически осмотревшись в отсеках» мы видим, что, к примеру, для позиции 2 – управляющего датчика температуры стерилизатора мы вполне в состоянии определить «нужный объем услуги», а именно нам абсолютно не интересно, что покажет типовой термометр сопротивления при температуре минус 50 ℃ – мало того, что применительно к процессу стерилизации в этом нет необходимости, это ещё аЦЦки удорожит процедуру – нужен будет криостат. Отсюда прозрачный намёк в бесполезности поверки в этой связи во всем диапазоне. Аналогичные рассуждения можно выполнить и в отношении другой крайней части диапазона – температур 300, 400 ℃. Стерилизация влажным жаром будет выполняться при температурах 121 ℃ и 134 ℃ – вот в этих точках и будет интересно посмотреть действительные характеристики средства измерения.
Как упоминалось ранее, нам интересны показания всего измерительного канала – от конечного датчика-преобразователя до индикации на панели управления парового стерилизатора. Ведь по всем метрологическим канонам поверке или калибровке должен подлежать весь измерительный канал – ведь все его элементы способны внести свою погрешность. Кроме того, часто с панели управления в сервисном меню мы имеем возможность внести поправки – нулевое смещение и наклон.
И в довершение – точность, с которой мне надлежит фиксировать параметры процесса стерилизации указаны в стандарте EN 285 – для чего мне сфера законодательной метрологии/ государственного регулирования, чтобы определить регистрирую ли я температуру с точностью ± 0,5 ℃?
Важно, что в связи вышеизложенным можно самостоятельно проводить проверку (не называя это поверкой или калибровкой) правильности показаний средств измерений или проверку работоспособности измерительных каналов и это сформирует гораздо большую пользу, чем выпиливание тех же дифференциальных манометров со своих позиций из стен чистых помещений (кстати, лучший способ их повредить), отправкой их на один месяц в поверку (получается, что в запасе должен быть 100 % подменный фонд на период поверки), что часто может быть завершено неправильным монтажом, сопровождающимся пережатием трубок. Стрелки при таком монтаже будут неподвижными при любом положении дверей, зато будет в наличии клеймо 🙂
Вместе с тем, внимательно нужно отнестись к действительно важным исключениям. Например, манометры, установленные на сосудах, работающих под давлением, являются критическими для безопасности и действительно важно, чтобы их контроль был не оценочным. Однако из практики действия группы метрологического обеспечения на реальном фармацевтическом производстве в Украине я могу утверждать, что таких исключений насобиралось порядка 10 % в лучшем случае. В остальном были закуплены эталоны, которые поверялись в УкрМетрТестСтандарте, а далее проводились калибровки для внутренних нужд (что не требовало никаких аккредитаций) и, таким образом, в течение года без проблем осуществлялся внутренний метрологический контроль нескольких сотен измерительных каналов (если не больше – все цеховые CML включали суммарно несколько тысяч каналов измерения, но рассматриваемые с разной периодичностью и в разные годы). При грамотном анализе рисков можно было выполнить адекватное разбиение и разнести по годам некритичные приборы разных цехов, чтобы сбалансировать нагрузку такой группы.
Вот таким образом можно построить деятельность по метрологическому обеспечению фармацевтического предприятия, соблюдая действующее законодательство и с очевидной выгодой для себя, как в плане действительного контроля (вы сами держите руку на пульсе и понимаете, что показывают ваши средства измерения), так и в плане минимизации простоев оборудования.
Справочные документы
[1] ЗАКОН РЕСПУБЛИКИ БЕЛАРУСЬ Об обеспечении единства измерений № 3848-XІІ
[2] ФЕДЕРАЛЬНЫЙ ЗАКОН ОБ ОБЕСПЕЧЕНИИ ЕДИНСТВА ИЗМЕРЕНИЙ
[3] ЗАКОН УКРАЇНИ Про метрологію та метрологічну діяльність
[4] ISPE Baseline Guide: Calibration Management, 2nd edition, 2010
[5] ЗАКОН РЕСПУБЛИКИ БЕЛАРУСЬ О лекарственных средствах № 161-З
[6] СТБ ИСО/МЭК 17025-2007 ОБЩИЕ ТРЕБОВАНИЯ К КОМПЕТЕНТНОСТИ ИСПЫТАТЕЛЬНЫХ И КАЛИБРОВОЧНЫХ ЛАБОРАТОРИЙ
[7] ПЛ СМ 7.0-2015 «ПОЛИТИКА БГЦА В ОТНОШЕНИИ МЕТРОЛОГИЧЕСКОЙ ПРОСЛЕЖИВАЕМОСТИ РЕЗУЛЬТАТОВ ИЗМЕРЕНИЙ»
[8] ILAC-G24 Guidelines for the determination of calibration intervals of measuring instruments
[9] ТКП 030-2017 (33050) «Надлежащая производственная практика»







Небольшое дополнение. В ноябре 2019 в РБ вступил в силу новый закон ОЕИ. При этом СЗМ – это Глава 2, Статья 5, пп. 2.1-2.16. В рассматриваемом аспекте немного изменились ссылки, но базовые выводы данной части статьи остались справедливыми:
Изменений в РФ или в Украине в этом аспекте за прошедшее время не произошло.